
Izolování vodivých jader v kabelové technice
Vytvoření izolační vrstvy kolem dobře elektricky vodivého kovu je jedním ze dvou základních úkolů kabelové výroby. Izolaci je třeba věnovat zvýšenou pozornost, protože právě ona, daleko více než kov v ní uzavřený, ovlivňuje kvalitu, upotřebitelnost, provozuschopnost a dobu života finálního výrobku – kabelu resp. vodiče.
Izolační vrstva vzniká buď postupným ovíjením vodivého jádra páskou izolantu (papír, plastová fólie) nebo průběžným vytlačováním souvislé vrstvy plastu resp. kaučuku přímo na vodič. U lakovaných vodičů pro vinutí, které rovněž patří do výrobního programu kabeloven, se souvislá vrstva laku získá průchodem vodiče lakovou lázní a následujícím průchodem plstěnými stíracími bloky.
Izolování jader páskovými materiály
Před současným dominantním uplatňováním plastů také v kabelovém průmyslu, byla nejrozšířenější technologií izolování vodivých jader ovíjená izolace realizovaná papírovou páskou. Týkalo se to jak silových tak i sdělovacích kabelů. Dnes již papírová izolace ztratila své dřívější postavení, i když je stále důležitá při izolování pravoúhlých vodičů pro vinutí olejových transformátorů, případně cívek větších točivých strojů, u nichž se předpokládá kvalitní impregnace. Přestože papírová páska ustoupila při výrobě základní izolace do pozadí, technologie ovíjení páskou zůstává v platnosti. U kabelů se jedná hlavně o různé izolační mezivrstvy, které se vytvářejí z mechanicky pevných pásek plastových.
Strojní zařízení používané pro zhotovení ovíjené izolace se nazývá přadák páskových materiálů. Nejedná se o nic jiného než dříve nazývaný přadák papíru. Úkolem přadáku je zajistit postupné ovíjení vodivého jádra daným počtem pásek tak, aby:
- vzniklá izolace byla dostatečně pevná
- navinutí pásky bylo rovnoměrné s přesným překrýváním své šířky při jedné izolační vrstvě, resp. s přesným překrýváním mezer mezi závity předcházející vrstvy při realizaci více vrstev
- páska byla při navíjení v celé své šíři mechanicky navíjena rovnoměrně
- úhel náběhu byl trvale udržován ve správné poloze, což vylučuje u izolační vrstvy vytváření tzv. kornoutů
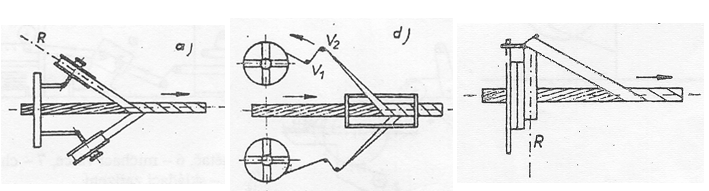
Základní částí přadáku je hlava s otočně uloženými kotouči páskového materiálu, které se otáčejí spolu s hlavou kolem osy jádra resp. duše kabelu. Kotouč s páskou je uložen mezi dvěma disky a nasazen na otočný trn. Páska se z něj odvíjí přes vodítka. Přitom musí být zajištěn konstantní tah a úhel náběhu, i když se tloušťka vrstvy materiálu na kotouči při odvíjení zmenšuje. Různé způsoby uchycení kotoučů s izolační páskou v hlavě přadáku jsou uvedeny na následujícím obrázku.
Izolování jader plasty
V současné době si v kabelovém průmyslu při izolování vodičů i výrobě kabelových plášťů udržují plasty neotřesitelné prvenství. Je to nejen v důsledku jejich izolační schopnosti, ale také díky snadné zpracovatelnosti a nízké ceně. Snadná zpracovatelnost vyplývá z jejich základní vlastnosti – tvarovatelnosti za tepla.
Působením tepla a mechanického tlaku se materiál převede do plastického stavu, dodá se mu požadovaný tvar a ochlazením se převede zpět do stavu pevného. Na vodivé jádro se izolant nanáší pomocí šnekových vytlačovacích strojů (extrudérů, stříkolisů).
Materiál v plastickém stavu (při vhodné vyšší teplotě) je vytlačován na povrch vodiče štěrbinou ve tvaru mezikruží, které vzniká ve vytlačovací hlavě extrudéru mezi nástroji nazývanými trn a matrice. Tvar vzniklé izolace je tedy souvislá bezešvá trubka. Nejčastěji využívanými plasty jsou PVC, PE a XPE (označ. také XLPE).
Izolace z PVC a PE se po nanesení pouze ochladí, u izolace z XPE musí ještě proběhnout zesítění látky, které se obvykle realizuje chemicky. Před zpracováním na výtlačném stroji se do plastu, připraveného již pro silanové síťování, přidá určité množství katalyzátoru, který působením vodní páry (vody) při zvýšené teplotě síťování nastartuje. Jedná se o tzv. hydrolytický způsob síťování polyetylénu.
Požadovaná barva izolace se získává pomocí barevných koncentrátů, které se přidávají k základnímu materiálu ve formě granulátu (v množství 0,5 až 1 %) přímo do násypky vytlačovacího stroje.
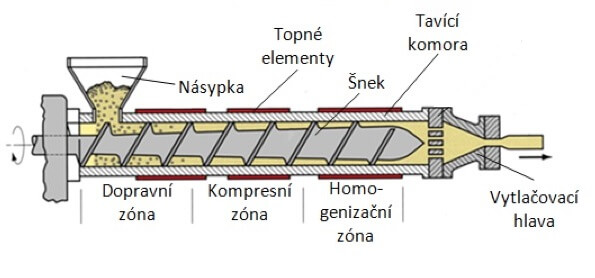
Její nejdůležitější částí je šnekový vytlačovací stroj. Hlavní díly stroje jsou pracovní válec se šnekem a vytlačovací hlava s nástroji. Tento stroj, často nazývaný extrudér, je charakterizován průměrem a délkou šneku. Délka šneku se pak běžně vyjadřuje násobkem jeho průměru. Poměr délky a průměru šneku se obvykle pohybuje v rozmezí 20 až 24. Pracovní délku vytlačovacího stroje lze rozdělit do následujících třech částí:
- plnící (u násypky) nebo dopravní – granulát soustředěný v násypce se plnicím otvorem dostává do plnicího úseku válce, kde se předehřívá
- kompresní – v kompresní části se hmota působením teploty a mechanických sil převede do plastického stavu
- vytlačovací nebo homogenizační – ve vytlačovací části získává hmota tlak potřebný pro průchod vytlačovací hlavou
Stupeň mechanického namáhání, kterému je materiál vystaven, je určen kompresním poměrem. Je to poměr největšího k nejmenšímu objemu jednoho závitu šneku. Při vytlačování PVC dosahuje běžně hodnot 1,5 až 2, u PE 3 až 4. Požadovanou kompresi lze získat dvojím způsobem:
- rozdílnou hloubkou šneku při konstantním stoupání jeho šroubovice, což je tzv. komprese
hloubkou závitu - rozdílným stoupáním šroubovice při konstantní hloubce závitu, což je tzv. komprese
stoupáním
Pracovní válec stroje je rozdělen do několika teplotních zón (například 4) a je vyhříván elektricky nebo parou. Na konci válce je vytlačovací hlava s nástroji – kuželem a matricí, mezi nimiž je štěrbina (mezikruží), kde plast získává svůj tvar. Rozhodující rozměry nástrojů jsou vnitřní průměr matrice a vnější průměr kužele. Tím je dán rozměr mezikruží. Vytlačovací hlavy jsou kolmé nebo šikmé podle toho, jaký úkol zaujímá vytlačovací stroj vůči ose výrobní linky.
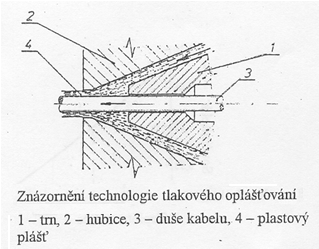
Konstrukce vytlačovacích nástrojů je rozdílná a závisí na technologii vytlačování. Ta je tlaková nebo vakuová.
Při tlakovém způsobu je materiál tzv. přetlačován přes matrici, jejíž průměr je menší než průměr vytvořené izolační trubky. Tento způsob se hodí pro izolování kruhových vodičů a je používán u elastomerů.
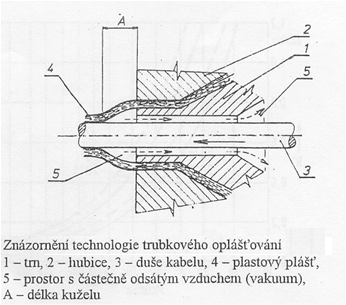
U vakuového způsobu má vytlačovaný profil větší rozměr než je rozměr konečné izolace a k vodivému jádru je materiál přisáván přítomným podtlakem. Tento způsob se používá při izolování vodičů sektorového tvaru a při práci s plasty.
Zdroj: ČVUT FEL
Zdroj úvodní fotografie: CEA Medical Manufacturing
Mohlo by vás zajímat:

Naši partneři




Komentáře v diskuzi mohou pouze přihlášení uživatelé. Pokud ještě účet nemáte, je možné si jej vytvořit na stránce registrace. Pokud již účet máte, přihlaste se do něj níže.
V uživatelské sekci pak můžete najít poslední vaše komentáře.
Přihlásit se